{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sensenmuseum Geyerhammer
Scharnstein, Österreich
7185 Visits
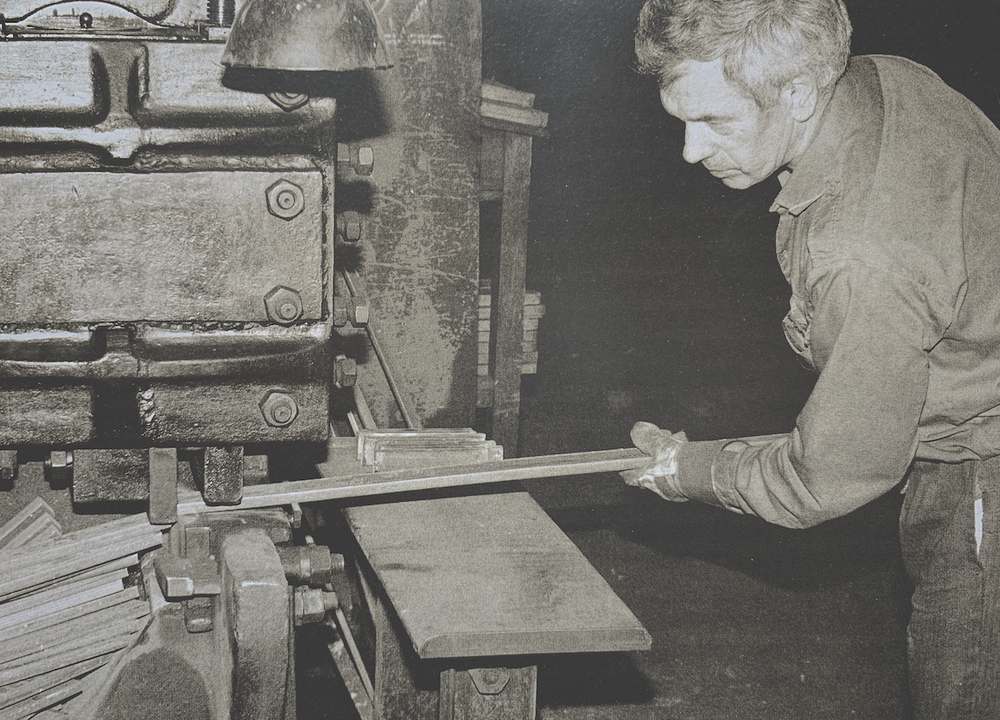
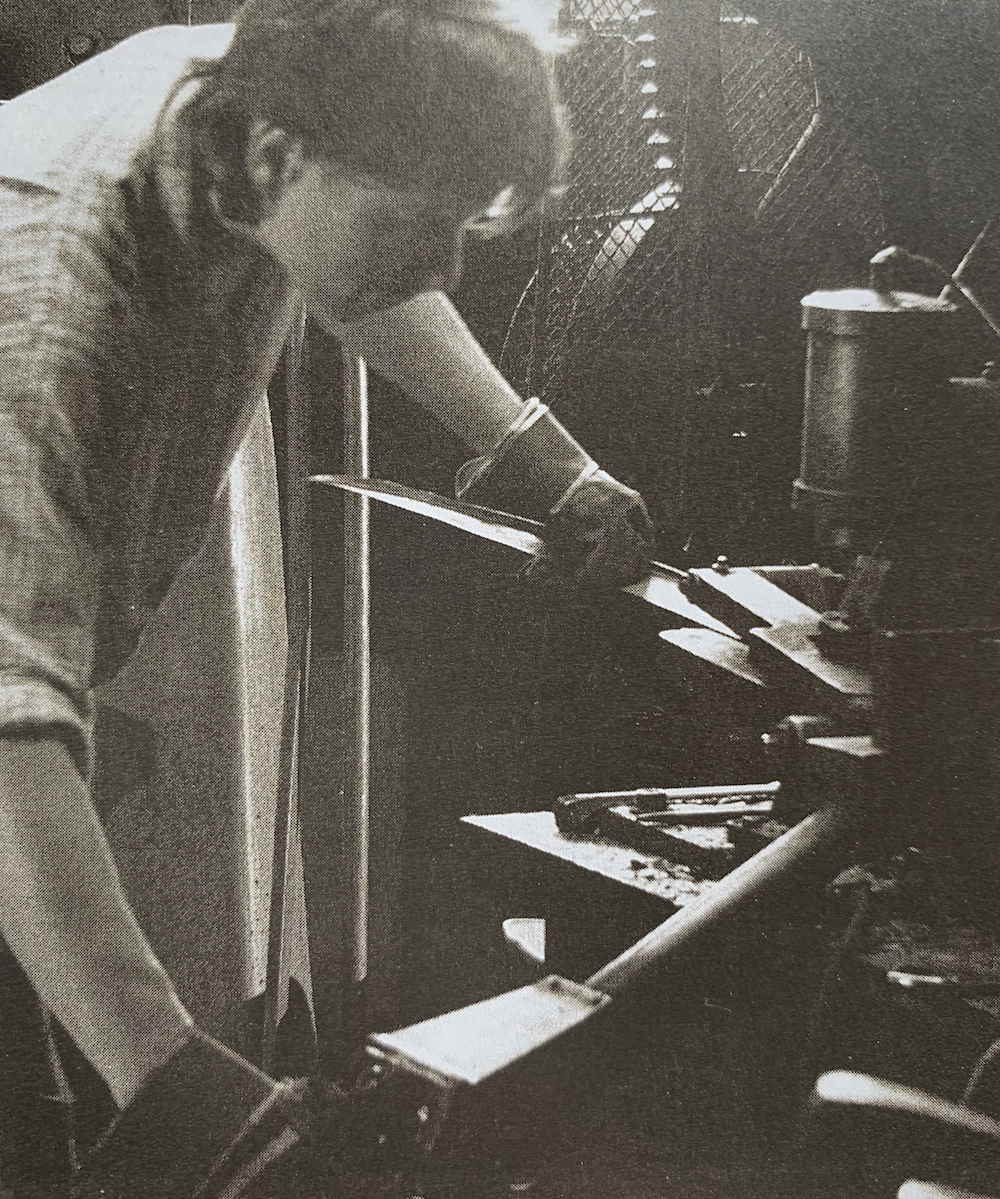
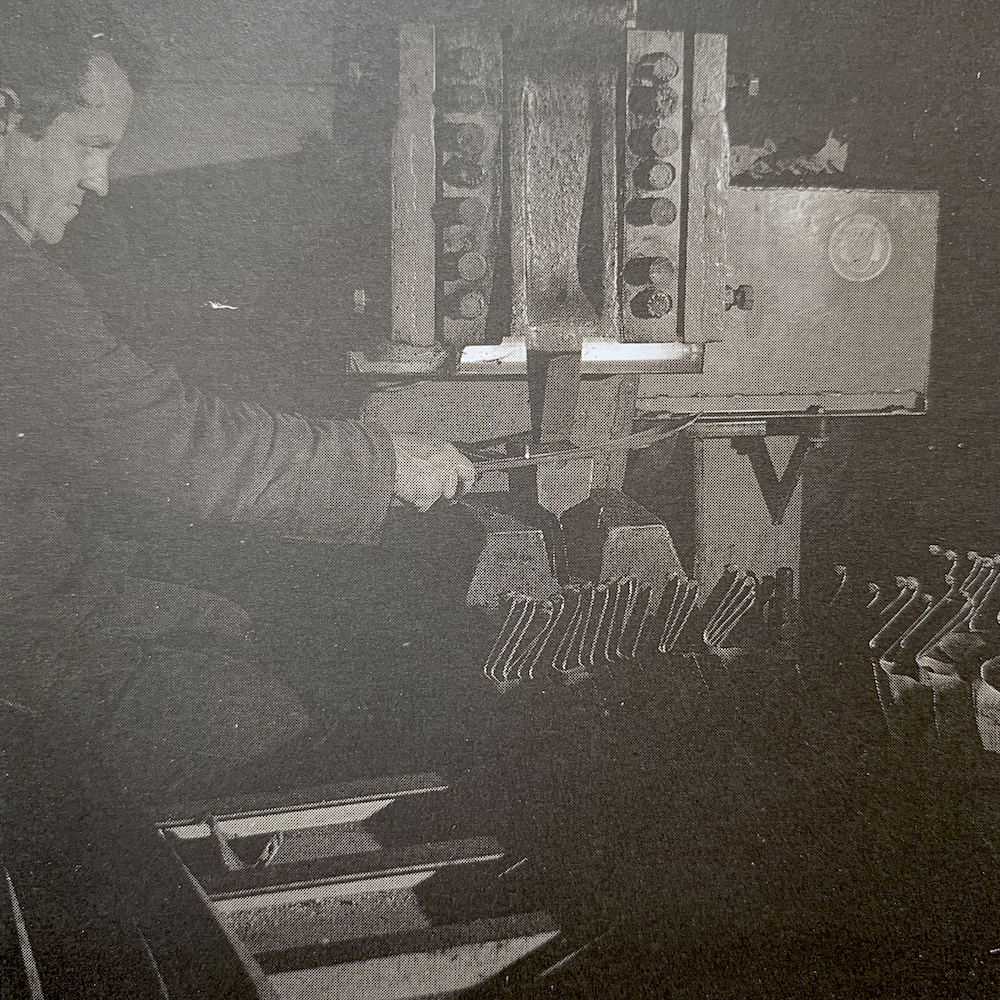
„Bröckelschneiden“ nennt man das kalte Abschneiden bzw. Abstanzen der Sensenbröckel von vier Meter langen rechteckigen Sensen-Stahlstangen. Sie sind die Ausgangsstücke für den folgenden Schmiedeprozess. Die Stahlmenge wird je nach Sensenmodell genau abgewogen.
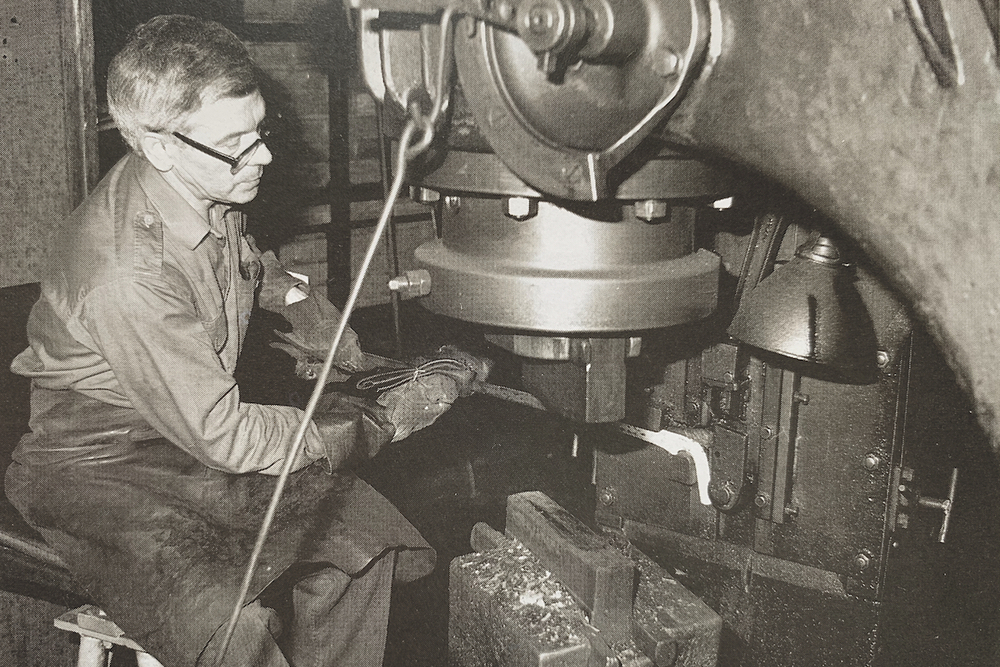
Anschließend folgt das „Zainen“. Hier nimmt der Hammerschmied am glühenden Bröckel eine Längsschmiedung vor. Wichtig sind dabei die gleichmäßige Materialverteilung und die Einhaltung der Längenmaße.
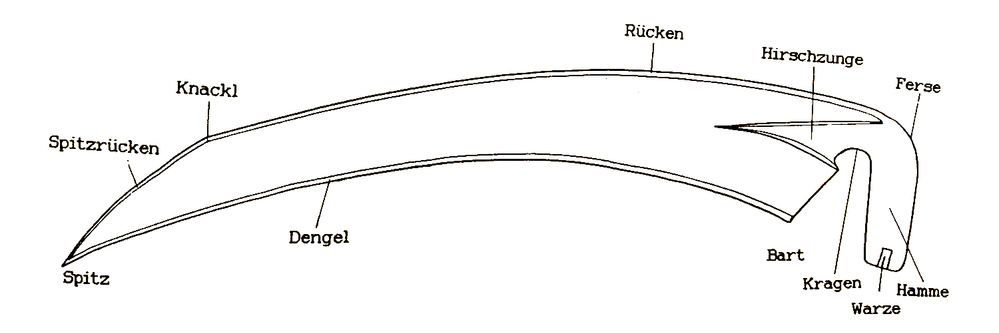
Am noch unbearbeiteten Ende des Zains wird die Hamme ausgeschmiedet. Als Hamme bezeichnet man das Verbindungsstück zwischen Sensenblatt und Sensenstiel – auch Sensenwurf genannt - , welches mittels einer Warze, die am Ende der Hamme durch einen Faltvorgang hergestellt wird, am Sensenwurf befestigt wird.
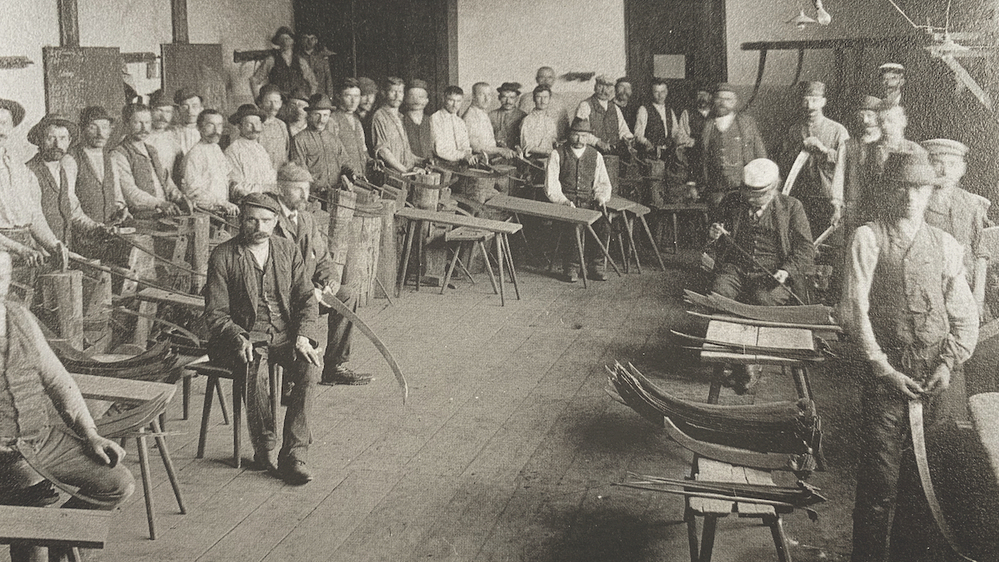
Beim darauffolgenden „Spitzstanzen“ wird der Zain gespitzt und auf die richtige Länge abgestanzt. Die Zaine werden vom Essmeister oder Breiter und seinem Helfer, dem Breitenheizer, in vier Arbeitsgängen freihändig zu einem Sensenblatt ausgeschmiedet.
Beim „Gleichen“ wird der glühende Zain vom Breitenheizer mit der Formstange in die gekrümmte Sensenform gebracht und dem Essmeister auf die Zunderbank gelegt. Der Essmeister schmiedet die ganze Länge des Zains auf eine bestimmte Breite aus.
Danach folgt das „Spitzbreiten“. Dabei wird die Sensenspitze erhitzt und fertig geschmiedet. Beim sogenannten „Bartbreiten“ wird die Sense am unteren Ende, dem Bartteil, erhitzt und die Breitenschmiedung auch in diesem Bereich fertig gestellt.
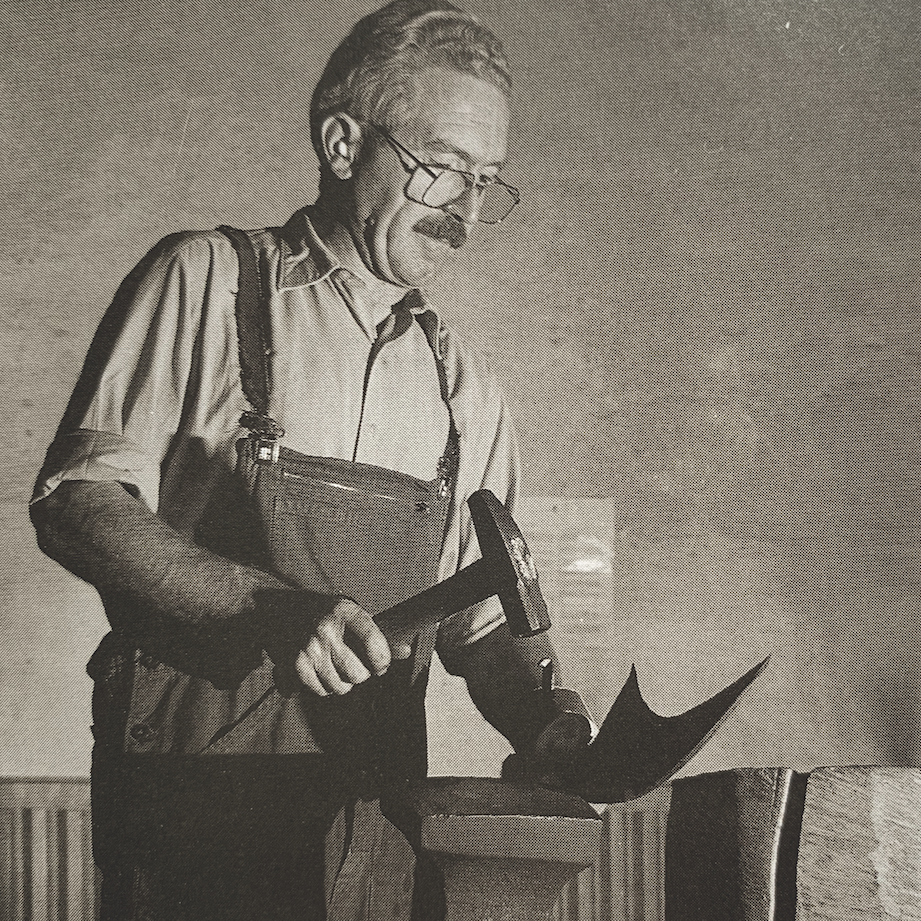
Unter der Abrichtmaschine wird der Sensenrücken aufgestellt. Das Abrichten wird von einer Arbeitsgruppe, bestehend aus dem Heizer, dem Abrichter und dem Faltenhämmerer durchgeführt.
Anschließend wird unter einem schnell laufenden Kleinhammer der harte Zunder, die Oxidationsschicht an der Sensenoberfläche, die beim Beschneiden die Formschere beschädigen würde, zertrümmert und abgeschlagen. Diesen Vorgang nennt man Grauhämmern. Unter der Freiformschere wird das Sensenblatt anschließend auf die genaue Breite beschnitten.
„Märken“ bezeichnet das Einprägen des Hammerzeichens und der Sensenlänge in die erhitzte Hamme, ehe diese mittels Formrichter in die gewünschte Stellung gebracht wird.
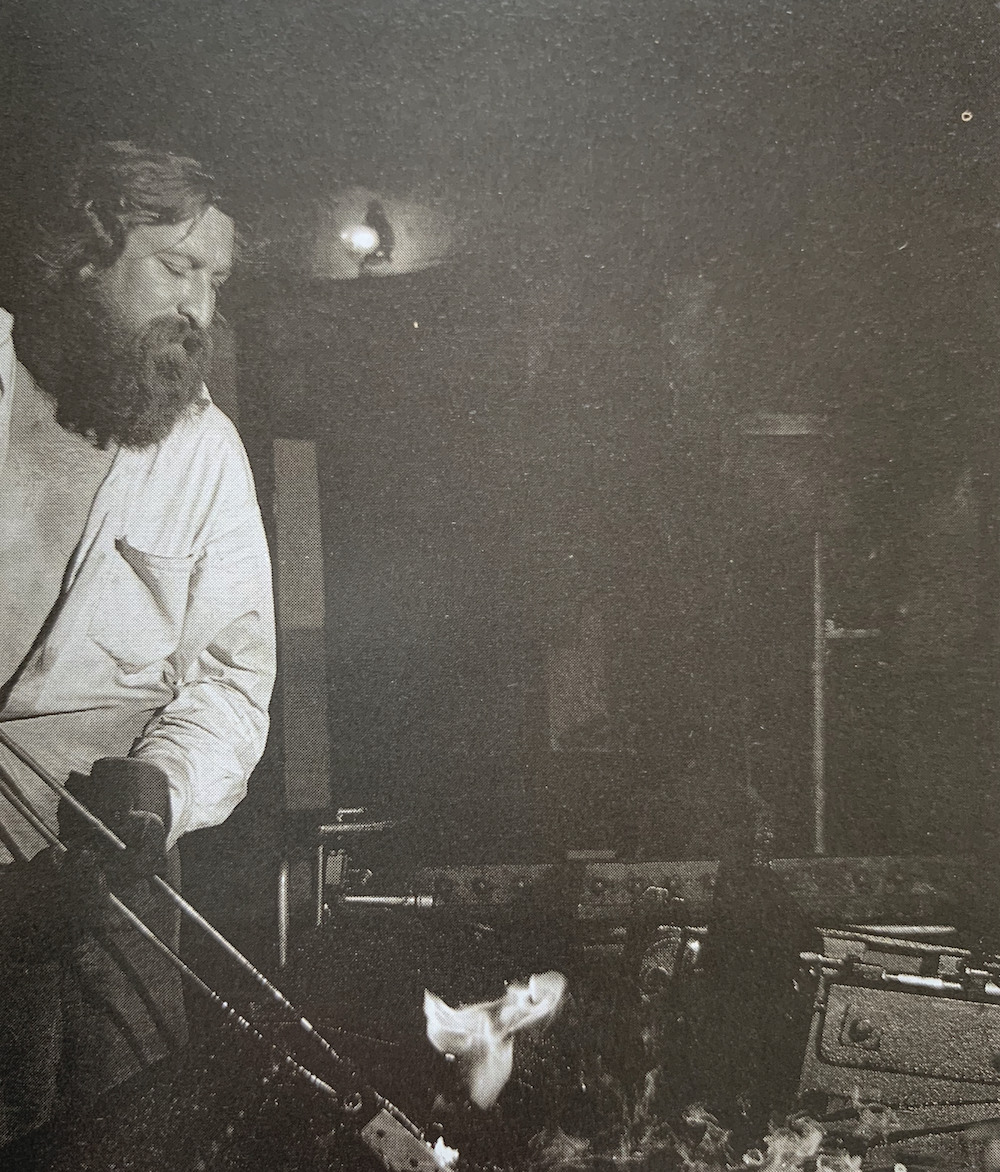
Im Härteofen wird die Sense auf 920 Grad Celsius gleichmäßig erhitzt und im Ölbad auf 60 Grad abgeschreckt. Dadurch erreicht der Stahl eine große Härte. Danach wird die Sense angelassen, d. h. im Muffelofen wieder auf 250 bis 320 Grad erwärmt. Dadurch erreicht man eine Verbesserung der Zähigkeit und eine Verminderung der Sprödigkeit und der Spannungen in der Sense.
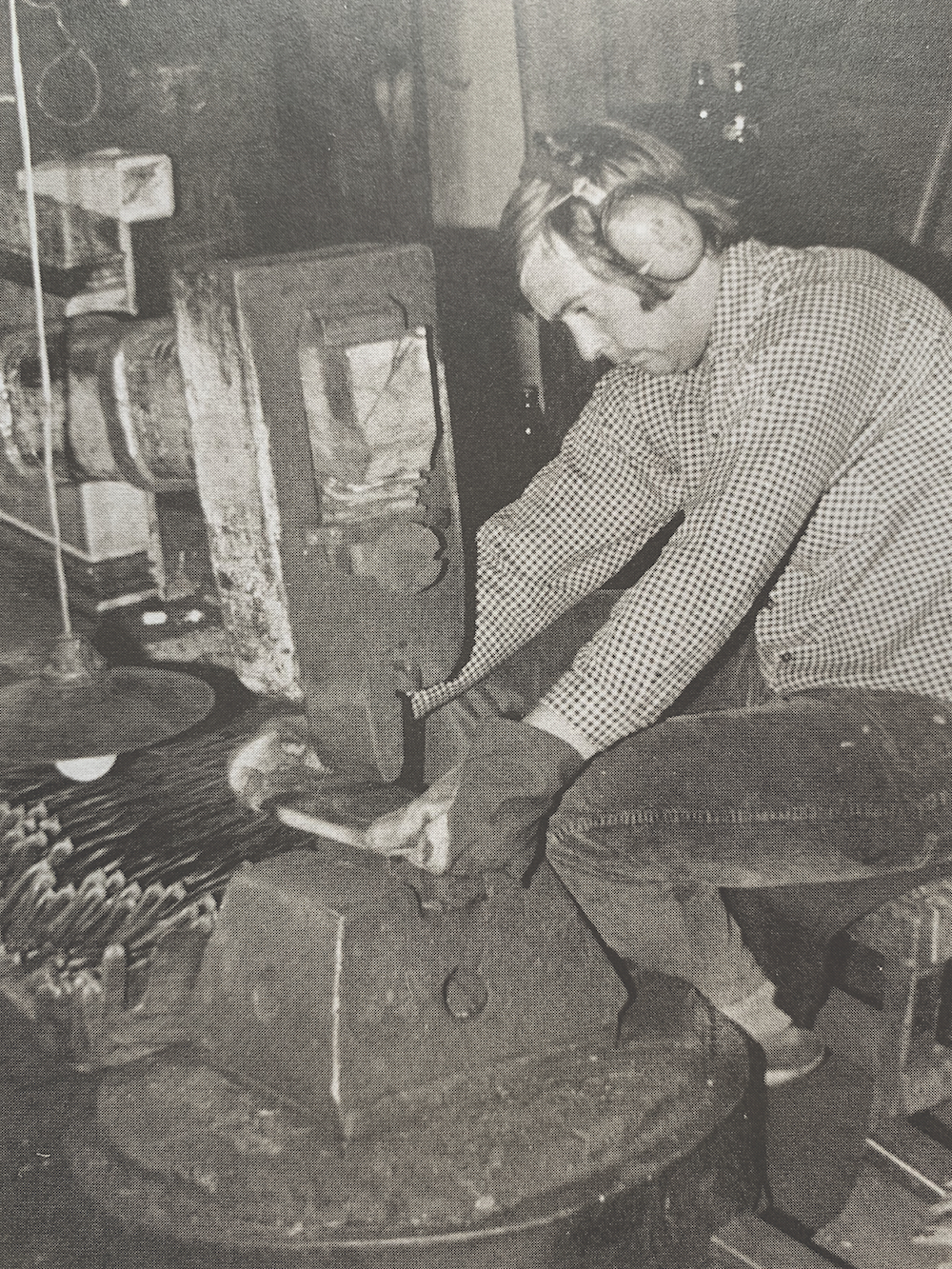
Anschließend erhält die Sense runde Hammerschläge unter einem Federhammer, die gleichmäßig über das Sensenblatt verteilt werden. Sie geben der Sense die nötige Spannung für den Gebrauch und hinterlassen ein typisches Muster auf dem Sensenblatt Dieser Vorgang wird auch „tupfen“ genannt. Auf dem Richteramboss und dem dazugehörigen Zurichterstock wird mit dem Handhammer an der Sense vom Reparierer, oder auch „Richter“ genannt, die letzte Korrektur vorgenommen, um Sensenrücken und Sensenblatt in die gewünschte Stellung zu bringen. Bei fein ausgestatteten Sensen wird unter einer schnell laufenden Polierspindel mit Pappscheiben, auf die Schmirgel aufgeleimt ist, das Sensenblatt blank poliert, man sagt dazu auch "Glänzen".
Danach erfolgt wieder ein Dengel-, Tupf- und Richtvorgang.
Alle Sensen werden vom Sortierer auf Mängel oder Fehler überprüft und nach verschiedenen Lackierungsausstattungen getrennt, bevor jede Sense im Tauchverfahren farblos rostschutzlackiert wird. Die Hamme wird je nach Bestellung verschiedenfarbig ausgeführt. Je nach Modell werden verschiedene Etiketten auf das Sensenblatt aufgeklebt.
Zum Schluss erfolgt das Verpacken: Die Sensen werden meistens zu 100 Stk. In seemäßige Kisten oder Pappkartons verpackt und mit dem Versandstempel entsprechend den Versandpapieren versehen. Üblich war es auch bis zu 1000 Sensen in Holzfässern zu verpacken und zu transportieren..
Anschließend folgt das „Zainen“. Hier nimmt der Hammerschmied am glühenden Bröckel eine Längsschmiedung vor. Wichtig sind dabei die gleichmäßige Materialverteilung und die Einhaltung der Längenmaße.
Am noch unbearbeiteten Ende des Zains wird die Hamme ausgeschmiedet. Als Hamme bezeichnet man das Verbindungsstück zwischen Sensenblatt und Sensenstiel – auch Sensenwurf genannt - , welches mittels einer Warze, die am Ende der Hamme durch einen Faltvorgang hergestellt wird, am Sensenwurf befestigt wird.
Beim darauffolgenden „Spitzstanzen“ wird der Zain gespitzt und auf die richtige Länge abgestanzt. Die Zaine werden vom Essmeister oder Breiter und seinem Helfer, dem Breitenheizer, in vier Arbeitsgängen freihändig zu einem Sensenblatt ausgeschmiedet.
Beim „Gleichen“ wird der glühende Zain vom Breitenheizer mit der Formstange in die gekrümmte Sensenform gebracht und dem Essmeister auf die Zunderbank gelegt. Der Essmeister schmiedet die ganze Länge des Zains auf eine bestimmte Breite aus.
Danach folgt das „Spitzbreiten“. Dabei wird die Sensenspitze erhitzt und fertig geschmiedet. Beim sogenannten „Bartbreiten“ wird die Sense am unteren Ende, dem Bartteil, erhitzt und die Breitenschmiedung auch in diesem Bereich fertig gestellt.
Unter der Abrichtmaschine wird der Sensenrücken aufgestellt. Das Abrichten wird von einer Arbeitsgruppe, bestehend aus dem Heizer, dem Abrichter und dem Faltenhämmerer durchgeführt.
Anschließend wird unter einem schnell laufenden Kleinhammer der harte Zunder, die Oxidationsschicht an der Sensenoberfläche, die beim Beschneiden die Formschere beschädigen würde, zertrümmert und abgeschlagen. Diesen Vorgang nennt man Grauhämmern. Unter der Freiformschere wird das Sensenblatt anschließend auf die genaue Breite beschnitten.
„Märken“ bezeichnet das Einprägen des Hammerzeichens und der Sensenlänge in die erhitzte Hamme, ehe diese mittels Formrichter in die gewünschte Stellung gebracht wird.
Im Härteofen wird die Sense auf 920 Grad Celsius gleichmäßig erhitzt und im Ölbad auf 60 Grad abgeschreckt. Dadurch erreicht der Stahl eine große Härte. Danach wird die Sense angelassen, d. h. im Muffelofen wieder auf 250 bis 320 Grad erwärmt. Dadurch erreicht man eine Verbesserung der Zähigkeit und eine Verminderung der Sprödigkeit und der Spannungen in der Sense.
Anschließend erhält die Sense runde Hammerschläge unter einem Federhammer, die gleichmäßig über das Sensenblatt verteilt werden. Sie geben der Sense die nötige Spannung für den Gebrauch und hinterlassen ein typisches Muster auf dem Sensenblatt Dieser Vorgang wird auch „tupfen“ genannt. Auf dem Richteramboss und dem dazugehörigen Zurichterstock wird mit dem Handhammer an der Sense vom Reparierer, oder auch „Richter“ genannt, die letzte Korrektur vorgenommen, um Sensenrücken und Sensenblatt in die gewünschte Stellung zu bringen. Bei fein ausgestatteten Sensen wird unter einer schnell laufenden Polierspindel mit Pappscheiben, auf die Schmirgel aufgeleimt ist, das Sensenblatt blank poliert, man sagt dazu auch "Glänzen".
Danach erfolgt wieder ein Dengel-, Tupf- und Richtvorgang.
Alle Sensen werden vom Sortierer auf Mängel oder Fehler überprüft und nach verschiedenen Lackierungsausstattungen getrennt, bevor jede Sense im Tauchverfahren farblos rostschutzlackiert wird. Die Hamme wird je nach Bestellung verschiedenfarbig ausgeführt. Je nach Modell werden verschiedene Etiketten auf das Sensenblatt aufgeklebt.
Zum Schluss erfolgt das Verpacken: Die Sensen werden meistens zu 100 Stk. In seemäßige Kisten oder Pappkartons verpackt und mit dem Versandstempel entsprechend den Versandpapieren versehen. Üblich war es auch bis zu 1000 Sensen in Holzfässern zu verpacken und zu transportieren..
all exhibitions containing this object
Similar
Auszug: Frühgeschichte der Sense
Sensenmuseum Geyerhammer
9574 Visits
Auszug: Das soziale Leben in Zeiten der Scharnsteiner Sensenerzeugung
Sensenmuseum Geyerhammer
10069 Visits
Auszug: Die Entstehung des Geyerhammer
Sensenmuseum Geyerhammer
9902 Visits
Auszug: Gründung und Entwicklung der Sensenfabrik Redtenbacher
Sensenmuseum Geyerhammer
10839 Visits
Neue Mittelschule Vorchdorf
Marktgemeinde Vorchdorf
Xplore Energy
18163 Visits
Energie Checker
Xplore Energy
12063 Visits
Wagenförderung
Bergknappenkapelle Kohlgrube
9985 Visits
Geschichte des Hauses
Schrift- und Heimatmuseum Bartlhaus
1447 Visits
Stadtbücherei Gmunden
Petra Stockhammer, Heidi Forstinger
Kunst:Raum Gmunden
11121 Visits
Der Rathausplatz
TVB Ferienregion Traunsee
Region_Traunsee
10401 Visits
Der Mölltaler Gletscher
Der Mölltaler Gletscher © Franz Gerdl und © Andi Frank
Tourismusverband Mölltal
786 Visits
Das Mölltal und der Himmelbauer
TVB-Mölltal © Reinhard Kager
Tourismusverband Mölltal
655 Visits
Wallfahrtskirche Maria am Sandbichl
TVB-Mölltal © Reinhard Kager
Tourismusverband Mölltal
845 Visits
HTBLA Vöcklabruck
Xplore Energy
13421 Visits
Die Abbaumethoden im Wolfsegger Bergbau
Bergknappenkapelle Kohlgrube
10236 Visits
Das Gezähe - Handwerkzeuge des Bergmannes
Bergknappenkapelle Kohlgrube
10536 Visits
Aussichtspunkt entlang der Wehrmauer der Ruine Scharnstein
Almtaler Bergwiesn
923 Visits
K-HOF
Kammerhofmuseen Gmunden
Kunst:Raum Gmunden
10363 Visits
Planetengestöber 2
Giovi Artworks
11928 Visits
Der Glockner-Radweg R8
Der Glockner-Radweg R8 © Franz Gerdl
Tourismusverband Mölltal
623 Visits