{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
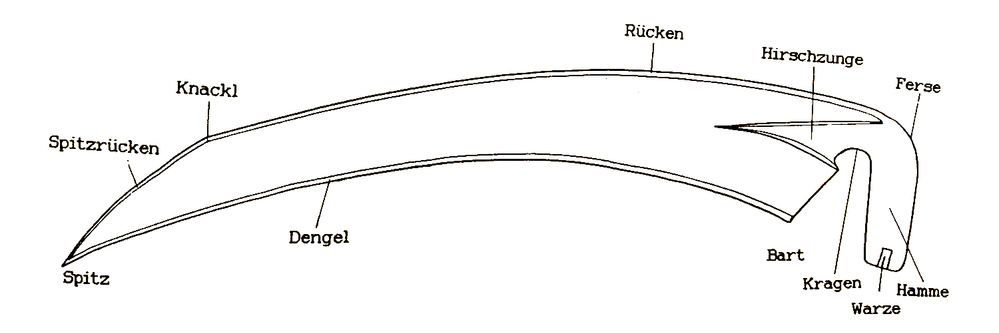
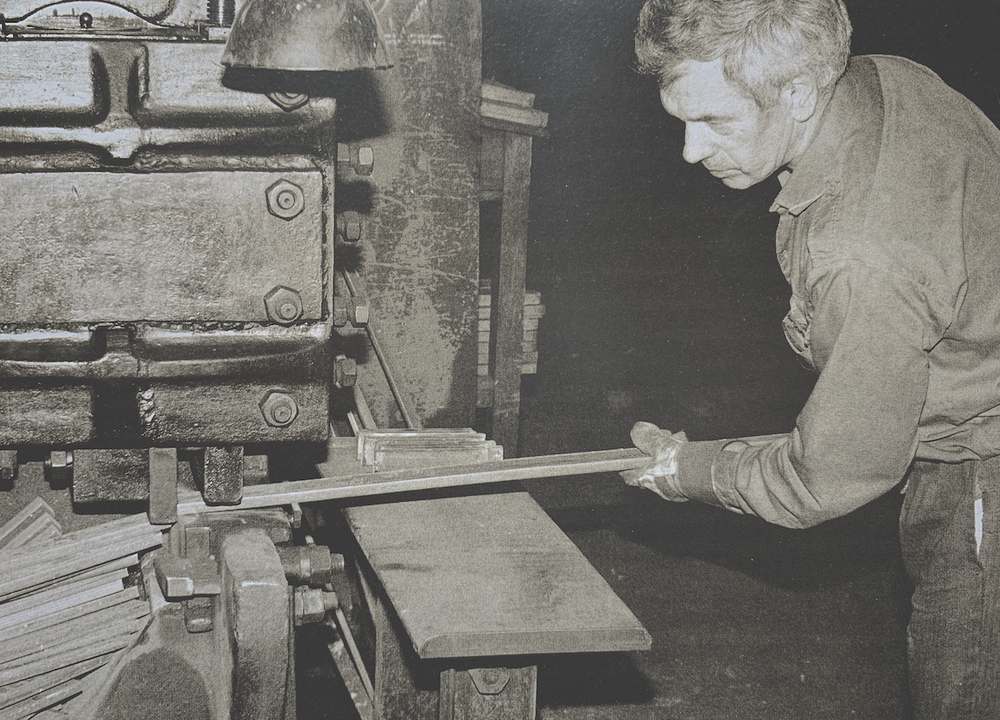
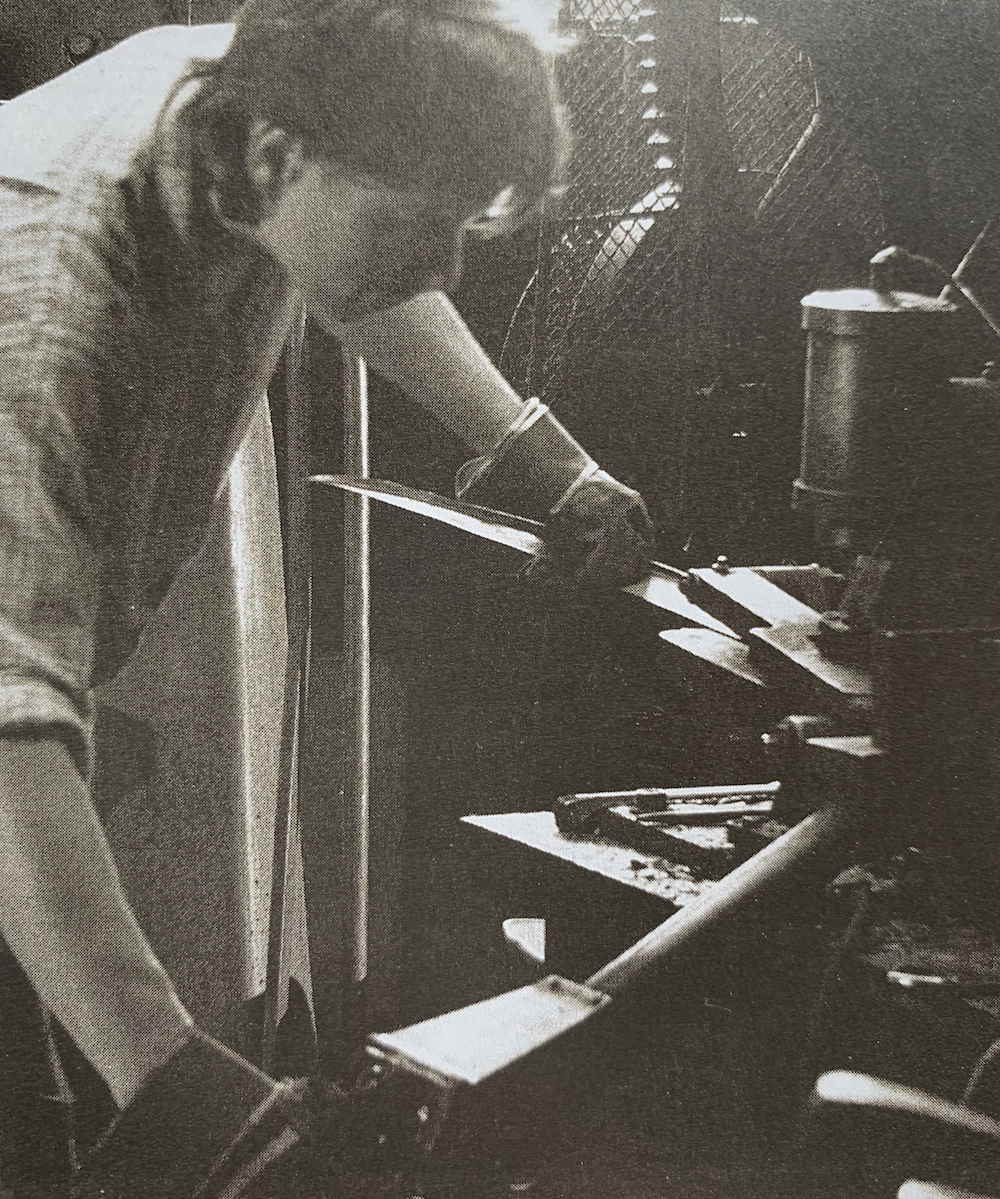
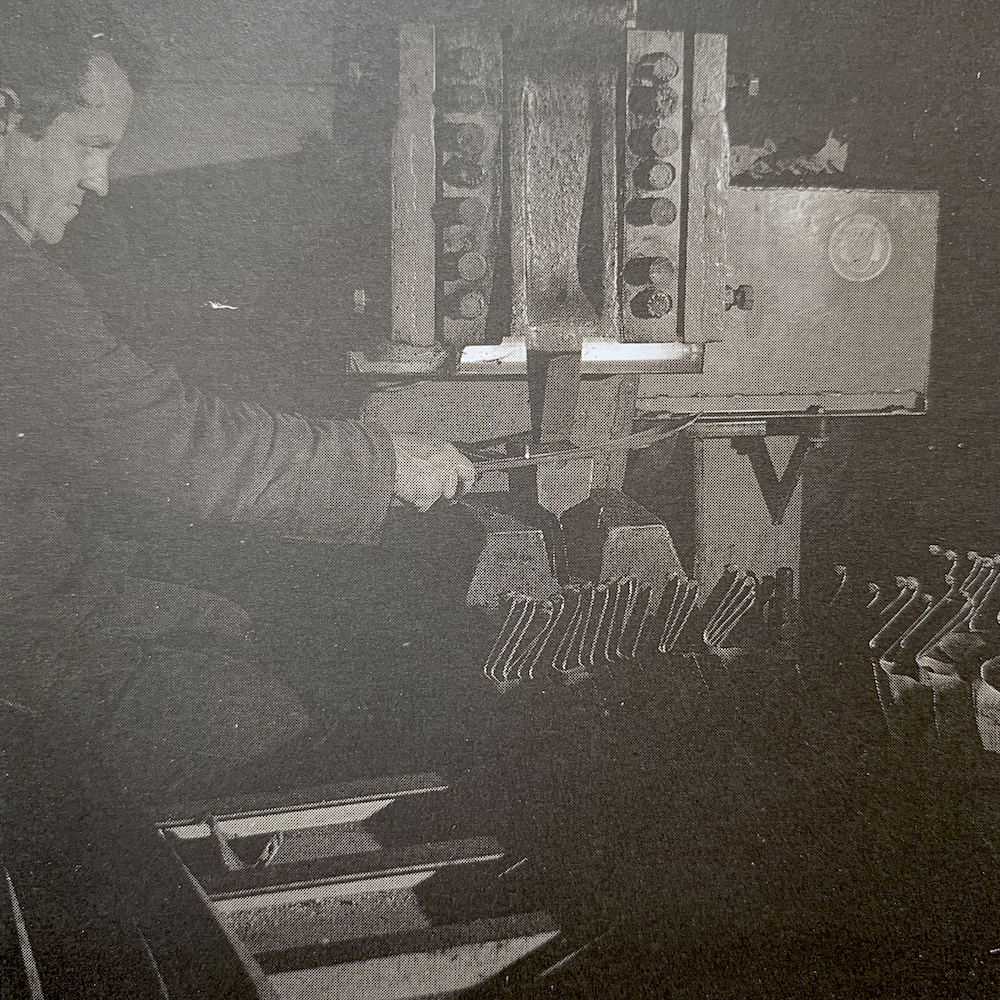
"Crumbling cutting" is the name given to cold cutting or punching off the scythe fragments from four-meter-long rectangular scythe steel bars. They are the starting pieces for the following forging process. The amount of steel is precisely weighed depending on the scythe model. This is followed by the "zaining" – a process to form the raw metal. In this step, the hammer forger performs a longitudinal forge on the glowing crumb. What is important here is the even distribution of material and compliance with length measurements. At the still unworked end of the “Zaine” the “Hamme” is forged. A hamme designates the connecting piece between scythe blade and scythe handle – also called “Sensenwurf”, which is attached to the Sensenwurf with a wart, that is made at the end of the Hamme using a folding process.
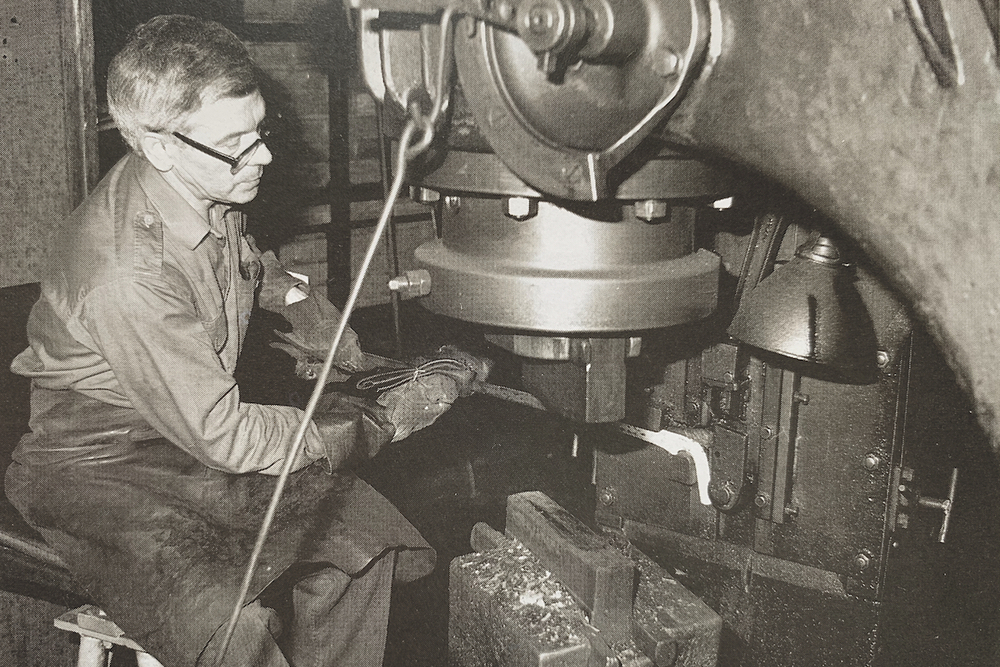
The Zaine is sharpened during the subsequent "pointed punching" and cut to the correct length. The “Essmeister” or “Breiter” and his helper, the wide heater, forge the scythe blade in four process steps freehandedly.
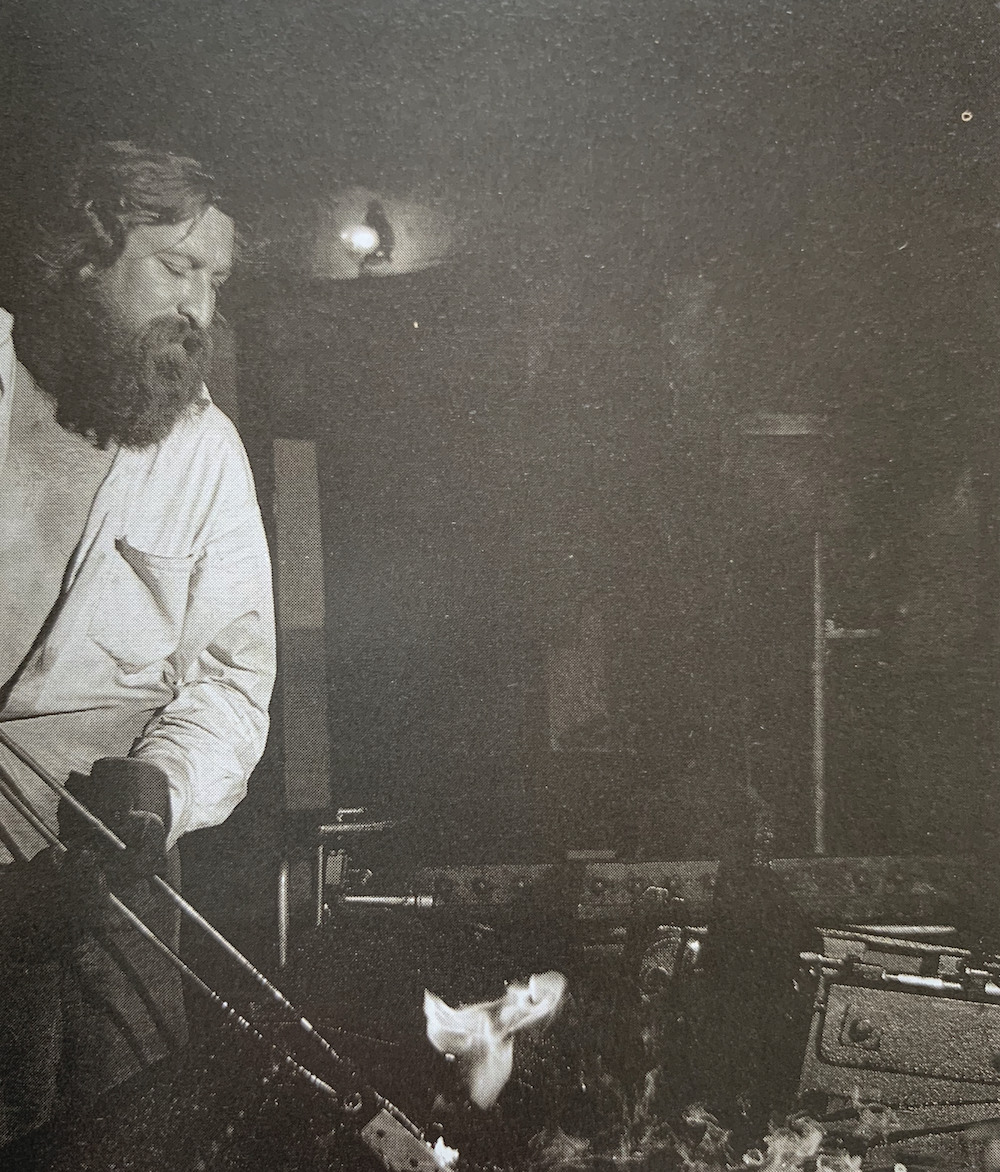
In the process of "Gleichen", the wide heater brings the glowing Zaine into the curved scythe form using a forming rod und puts it on the tinder bank for the “Essmeister”. He forges the whole length of the Zain to a certain width. The next step is called “Spitzbreiten”. In doing so, the scythe tip is heated and forged. At the so-called "beard widening" the scythe is heated at the bottom end, the “beard part”, and width forging also is completed in this area. The back of the scythe is set up under the dressing machine. Dressing is done by a working group consisting of the heater, the dresser and the person that operates the folding hammer. Then, the hard “Zunder”, the oxidation layer on the surface of the scythe that would damage the shape scissors in the process of pruning, gets smashed and knocked off. This process is called gray hammering. Under the free form scissors the scythe blade is cut to the exact width.
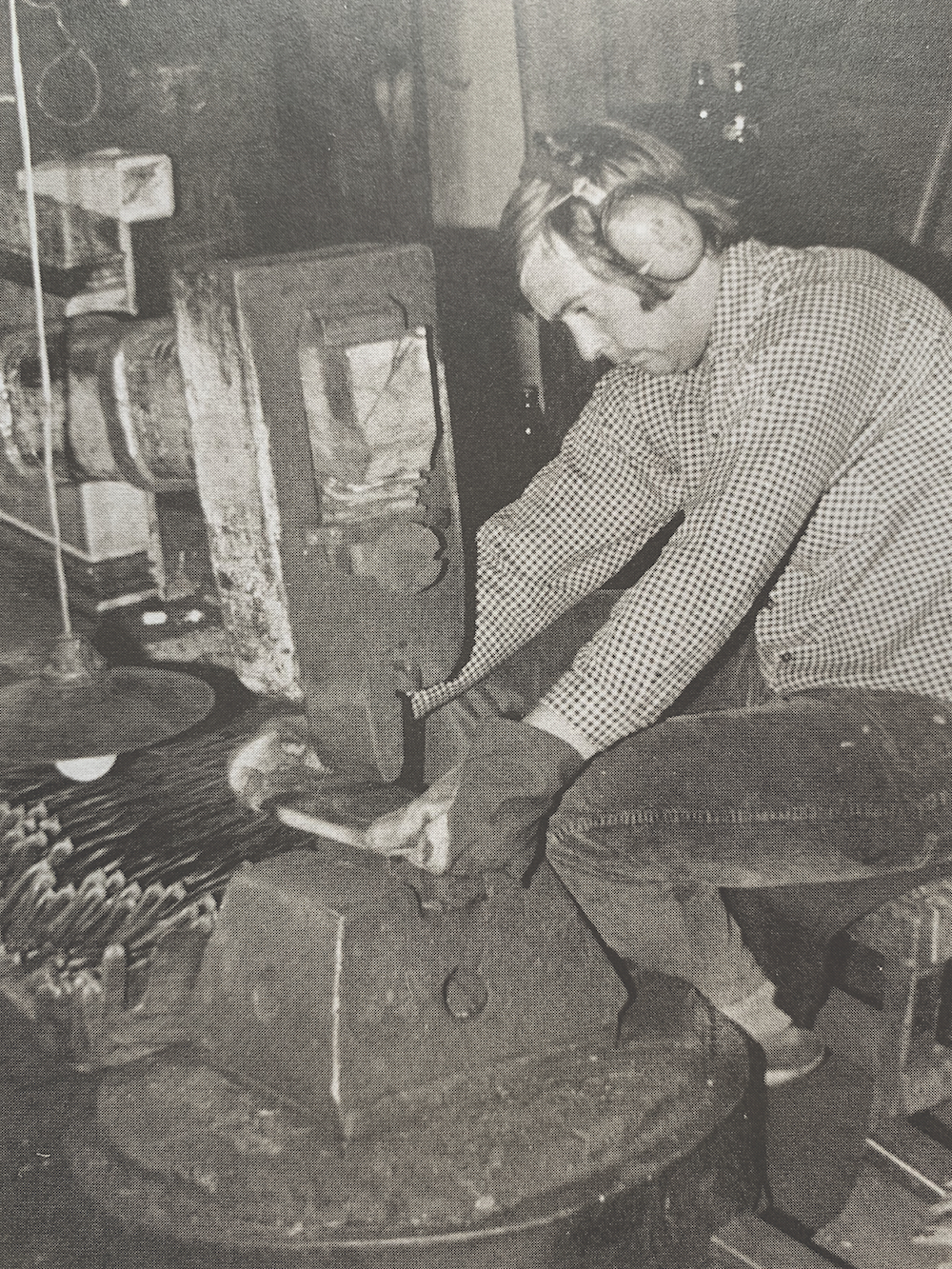
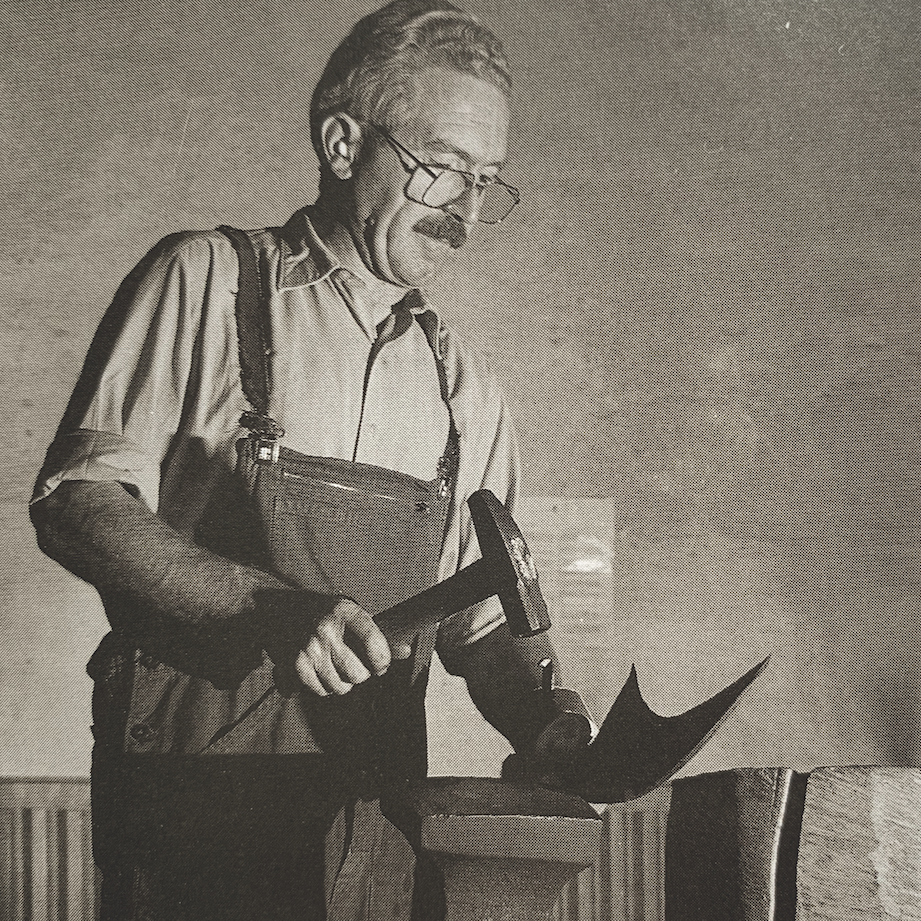
"Märken" refers to the imprinting of the hammer mark and the scythe length in the heated Hamme before this is brought into the desired position using a “Formrichter”. In the hardening furnace, the scythe is uniformly heated to 920 degrees Celsius and quenched in an oil bath to 60 degrees. Through this process the steel achieves great hardness. After that the scythe is heated up to 250 to 320 degrees in the muffle furnace again. This achieves an improvement in toughness and a reduction in brittleness and tension in the scythe. The scythe then receives round hammer blows under a spring hammer that are spread evenly across the scythe blade. This gives the scythe the necessary tension for the use and leaves a typical pattern on the scythe blade. This process is also called "dabbing". On the anvil and the associated dressing stick the repairman called “Richter” makes the last corrections using a hand hammer in order to bring the scythe and the scythe blade in the desired position. Finally equipped scythes are polished under a fast-running polishing spindle with cardboard discs on which emery is glued. This is followed by another peening, dabbing and straightening process. All scythes are reviewed for defects or errors and separated into various paint schemes before every scythe is tip-dyed with colourless paint for rust protection. The colour of the Hamme will vary depending on the order. Depending on the model various labels are glued to the scythe blade. Finally, the packing takes place: the scythes are packed in seaworthy crates or cardboard boxes, mostly 100 pieces per box, and receive a shipping stamp according to the provided shipping documents. It was also usual to pack up and transport up to 1000 scythes in wooden barrels.